MINI SMD štvorprvkový analógový pyroelektrický infračervený senzor
Zákazníci podľa typu použitej cínovej pasty, rozumné nastavenie procesu pretavovacieho zvárania, ako je napríklad vysokoteplotná cínová pasta, je odporúčaná teplota upravená na asi 260 stupňov C tak, aby sa cínová pasta úplne roztavila, aby sa zabezpečilo, že MINI SMD Four Elementový analógový pyroelektrický infračervený senzor a doska na zváranie dosiek s plošnými spojmi. (* Odporúča sa, aby zákazník vyplnil silikónovú cínovú pastu na dosku plošných spojov, zodpovedajúci stred polohy pripevnený k senzoru, aby sa zvýšil proces bodkovaného červeného lepidla, aby sa zvýšila presnosť polohy zvárania pri pretavení)
Model:PD-PIR-4021LA
Odoslať dopyt
MINI SMD štvorprvkový analógový pyroelektrický infračervený senzor
|
Features of MINI SMD štvorprvkový analógový pyroelektrický infračervený senzor Proces montáže pretaveného zvárania SMD Spracovanie analógového signálu Nízke napätie, spotreba mikro energie Ideálne pre ultratenké dizajny výrobkov Silnejšie možnosti proti rušeniu
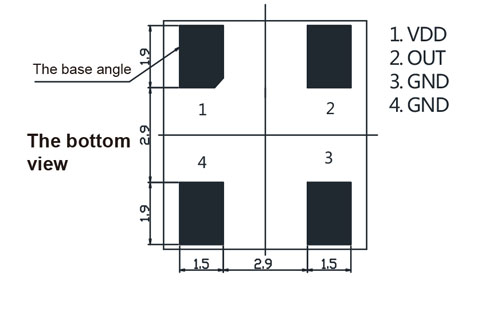
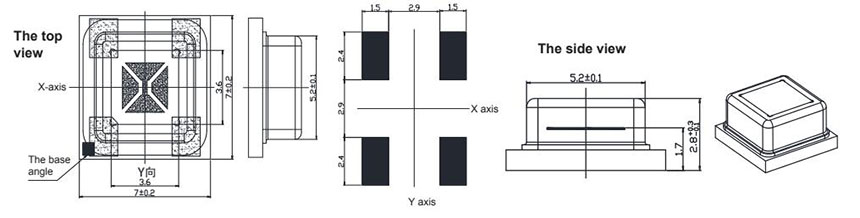
Schéma veľkosti produktu a odporúčanej podložky
|
Application of MINI SMD štvorprvkový analógový pyroelektrický infračervený senzor Infračervená detekcia pohybu Internet vecí Nositeľné zariadenie Inteligentné domáce spotrebiče: televízory, klimatizácie, digitálne fotoaparáty, počítače Automatické prepínanie osvetlenia: inteligentná domácnosť, inteligentné žiarovky Zabezpečenie, auto proti krádeži displej LCD Čistič vzduchu Sieťový monitorovací systém atď. Iné |
Balenie a identifikácia produktu
Schematický diagram balenia pásky produktu
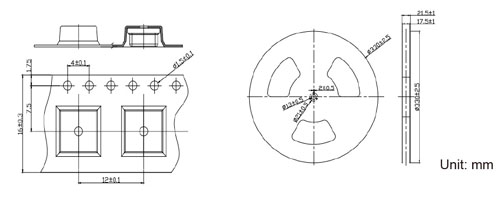
1) Štandardné množstvo každého produktu je 1000 kusov.
2) Každý výrobok je pletený proti smeru hodinových ručičiek a kŕmny otvor je na ľavej strane používateľa.
3) Štítok pripevnený ku každému produktu zreteľne označuje model, množstvo produktu, dátum výroby atď.
4) Na každý výrobok je pripevnený zelený štítok ROHS.
Základné parametre snímača
Akékoľvek pracovné podmienky, ktoré prekročia menovitú hodnotu v nasledujúcej tabuľke, môžu spôsobiť trvalé poškodenie alebo poruchu zariadenia.
Dlhodobá prevádzka blízko menovitej hodnoty zariadenia môže mať vplyv na životnosť a spoľahlivosť snímača.
|
Parameter |
Symbol |
Min |
Max |
Jednotka |
Poznámka |
|
Prevádzková teplota |
TOT |
-30 |
70 |
℃ |
|
|
Napätie |
VDD |
3 |
10 |
V |
|
|
Uhol pohľadu |
θ |
X = 110 ° |
Y = 90 ° |
° |
Zorné pole je teoretická hodnota |
|
Skladovacia teplota |
TST |
-40 |
80 |
℃ |
|
|
Vlnová dĺžka detekcie |
λ |
5 |
14 |
μm |
|
|
Infračervené prijímacie elektródy |
|
2 * 1 |
|
2prvky |
|
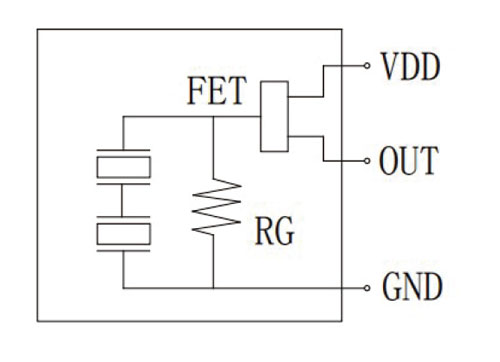
Ekvivalentná schéma zapojenia
MINI SMD štvorprvkový analógový pyroelektrický infračervený senzor welding conditions and precautions
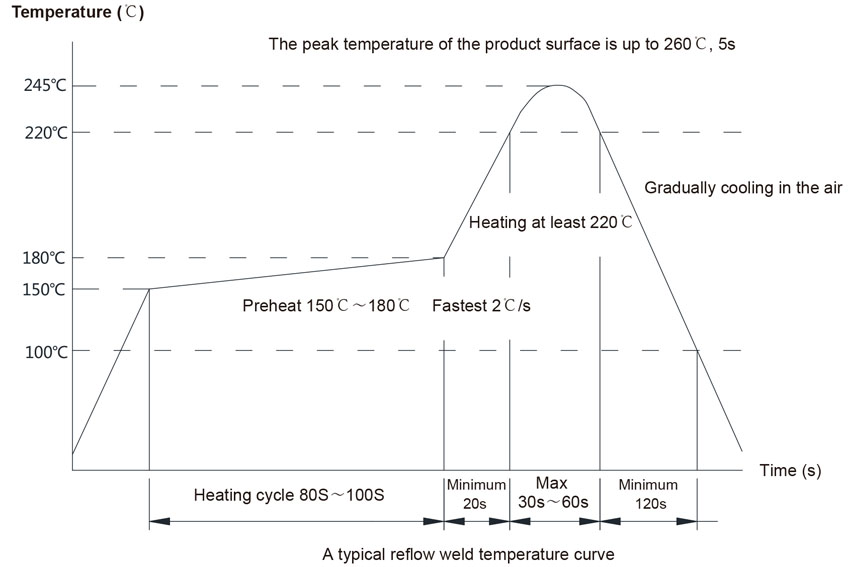
1. Postup pretavovacieho spájkovania nájdete na teplotnej krivke znázornenej na obrázku nižšie. Odporúča sa nastaviť predhrievaciu zónu, nastavenie vykurovacej zóny, zónu s najvyššou teplotou a zónu chladenia.
2. Ak na spájkovanie podložiek PIR použijete ručné spájkovanie, môžete na dokončenie spájkovania do 3 sekúnd použiť horúci zvetraný cín zo zadnej strany montážnej dosky PIR. Keď sa používa ručné zváranie, pretože teplota zvárania je nekontrolovateľná, výkon snímača sa môže znížiť v dôsledku prehriatia. Snažte sa vyhnúť ručnému zváraniu.
3. Odporúča sa, aby sa používatelia pokúsili pri navrhovaní veľkosti podložky senzora použiť odporúčanú veľkosť podložky v špecifikácii.
4. Bezpečnostné opatrenia pre proces zvárania.
1) Pred zváraním produktu sa nedotýkajte podložky produktu holými rukami, pretože by to mohlo viesť k zlému zváraniu produktu.
2) Ak množstvo potlače spájkovanej cínovej pasty nie je konzistentné alebo jedna strana oxidácie podložky môže viesť k zváraniu na oboch stranách podložky, rýchlosť cínu nie je konzistentná, čo má za následok, že proces zvárania produktu spôsobí efekt „standstone“, a dokonca aj výrobok po zváraní uniknúť z oblasti zvárania.
3) Ak lokálna oxidácia vankúšika spôsobí lokálne zlyhanie cínu, výsledkom čoho bude nesprávny výkon senzora.
4) Zákazníci podľa typu použitej cínovej pasty, rozumné nastavenie procesu zvárania pretavením, ako je napríklad vysokoteplotná cínová pasta, odporúčaná teplota je upravená na asi 260 stupňov C, aby sa cínová pasta úplne roztavila, aby sa zabezpečilo, že sa produkt a zváranie dosiek s plošnými spojmi dobre. (* Odporúča sa, aby zákazník vyplnil silikónovú cínovú pastu na dosku plošných spojov, zodpovedajúci stred polohy pripevnený k senzoru, aby sa zvýšil proces bodkovaného červeného lepidla, aby sa zvýšila presnosť polohy zvárania pri pretavení)
5) Zváranie ani opakované kúrenie opakovane neprepaľujte, inak by to vážne ovplyvnilo životnosť a výkon snímača;
6) Nepoužívajte agresívne chemikálie pred a po zváraní produktu na čistenie alebo utieranie optického filtra na kryte okna senzora (na čistenie alebo utieranie sa odporúča bezvodý etanol), pretože by to mohlo spôsobiť poruchu senzora.
7) Keď senzorový výrobok dokončí pretavovacie zváranie, nestláčajte filter, inak by sa filter zapustil, musí byť na testovanie alebo použitie umiestnený viac ako 2 hodiny.
8) Nedotýkajte sa prosím produktového filtra a jeho zváracích svoriek kovovými plechmi alebo holými rukami.
9) Obsluha by mala mať pri snímaní senzora antistatický náramok.
10) Pri montáži zvárania prísne dodržiavajte špecifikácie zváracích nožičiek produktu, inak snímač nebude fungovať.